

该参考文献为玻璃深加工厂提供了针对群安SuperSafeGlas离子性中间层材料的正确的处理方法和工艺条件的加工指导。可以使用传统 PVB夹层加工的设备进行SuperSafeGlas材料中间膜的夹层加工生产。根据不同夹层玻璃生产厂家的实际能力,该指南有可能无法完全覆盖不同厂家的工艺参数的变化和对设备的调整。
东莞市群安实业目前仅可提供卷状形态的SuperSafeGlas中间层材料,包装的膜片均被封入铝箔密封袋中,以阻隔潮湿和污染。外面木箱包装以阻止运输过程中可能的损害。内外包装如图1、图2所示 (收货时请确认铝箔包装是否确保抽真空密封状态)

图1 外木箱包装

SuperSafeGlas材料和PVB不同, 不会相互粘连,所以没有中间隔离膜,未打开包装SuperSafeGlas材料在储存时不需要控制温度。SuperSafeGlas材料片材在防潮的保存环境下可以存放多年而保持稳定的性能和整体品质不改变。然而当吸收环境中的水汽后,随着时间的变化,可能导致与玻璃的粘合力降低。
我们建议如果自生产日期起存放时间超过两年。同时包装未拆封的情况下,在生产前也需要测试SuperSafeGlas材料的含水量以及夹层玻璃的粘结性能。SuperSafeGlas材料开封后,暴露于周围环境中会吸收水份。
如果测试结果为含水率超过0.2%(采用卡尔-费休滴定法测试),则不建议使用。我司可接受尺寸和数量的定制,基本可以避免胶片储存所带来的烦恼。不过未用完SuperSafeGlas中间层材料每次开封使用之后均要采用适当的方法重新密封包装。最好能恢复到出厂抽真空方式包装(如图2所示),以保证产品质量的稳定。
推荐使用以下切裁的方式(包括使用刀具切割或者是自动切割台),尽量不使用电锯切割以避免切割产生的碎片。由于SuperSafeGlas材料具有优良的尺寸稳定性,可以准确地裁切到和玻璃吻合的尺寸,因此裁切得当时往往在合片后不需要进行修边处理。
材料出厂交付之时,SuperSafeGlas材料是非常干净, 然而材料表面附着静电,如在合片前不进行清洁,可能会导致表面吸附污染物。 在合片前推荐进行最后的清洁步骤,特别是在胶片被裁切或修剪过的情况下。清洁可用下列方法之一进行:

推荐使用清洁剂清洗,最后用去矿化水或去离子水漂洗,用该类水清洗,玻璃和胶片之间的粘结力比用自来水或者是软水清洗时的粘结力高。使用多种商用等级的清洁剂均可获得良好的效果,例如Basic H。然而对于使用各种不同的清洁剂造成的影响,目前没有相关的粘结力数据。每种清洁剂都需要在日常使用之前做粘结性能评估。有时使用不含有清洁剂的水清洁也可获得较好的粘结力,但是水洗的温度最好大于55摄氏度,以确保最佳效果。
在合片之前需要确认玻璃是干燥的。SuperSafeGlas材料必须运用以下一种合片方式进行,如果是单层夹胶ATTA的合片方式需要强制要求。为确保顺利的做好合片工序ATTA锡面向胶的的合片要求,玻璃的开戒-磨边-钢化工序请参照本指南第5点(玻璃准备建议)

SuperSafeGlas材料需要有排气步骤以消除玻璃和中间膜界面之间的空气,辊压(单夹层或双夹层)和抽真空均可获得良好的排气效果。SuperSafeGlas材料胶片表面的纹路有助于在胶片粘结到玻璃之前更好地排气 。
对于卷状的SuperSafeGlas材料,在合片过程中当平铺在玻璃上时,有可能产生一些波浪状现象(图7)。如果将卷状的SuperSafeGlas材料多层叠加时,这种波纹现象可能会加重(见图8)。但如果按照以下辊压工艺建议方法操作,这种波纹现象不会对最终成品品质造成影响。


由于设备条件各不相同,所以最佳的温度以及辊轮速度的设定也不一样。对于每一个夹层玻璃加工厂商来说,线速度取决于辊压过程的温度和从辊压炉中出来后玻璃的外观。辊压温度取决于多方面因素,例如玻璃厚度、玻璃镀层、加热炉类型和参数设定以及生产线的条件,例如输出功率和波长,对于红外线加热炉和对流加热炉来说是大不相同的,这是由于SuperSafeGlas材料在红外线波长范围内的吸收率较玻璃高(图17)。

图9 红外炉适当的封边及外观表现


虽然采用真空袋工艺生产速度较慢,而且比较花费人工,然而相比较传统的辊压工艺,可以得到更佳的产品成品率,特别是有关气泡方面的缺陷的成品率。对于较大面积的钢化夹层玻璃或者多层结构的夹层玻璃,推荐使用抽真空的方法进行加工。真空袋可以使用一次性的或者是可以重复利用的系统。一次性真空袋是根据夹层玻璃的尺寸,手工制作的(图12)。需要在塑料袋内部夹层玻璃边部周围使用透气包条,以便于夹层玻璃的气体完全排除干净。对于某些有开边设计需求的夹层玻璃,由于需要保证玻璃边部光滑无毛边,可将透气的胶带均匀包覆夹层玻璃的四周,使其位于中间层材料和透气包条中间。如果发现有SuperSafeGlas与透气材料发生粘连,可以考虑在两者之间夹入透气分离薄膜。需要注意的是,所有用于高压釜内的材料都需要耐高温。

冷抽时间应该至少超过10分钟。热抽温度的设定应该是基于夹层玻璃的预压外观。为确保夹层玻璃更好的达到排气效果,建议根据不同的玻璃配置及预压外观设置热抽(高压釜加温到一定温度恒温不加压的情况下恒温一定的时间进行抽真空)温度和热抽时间,然而,如果需要,夹层玻璃可以不通过预压操作,而是在高压过程中直接使用真空,这样可以减少操作和运行时间。
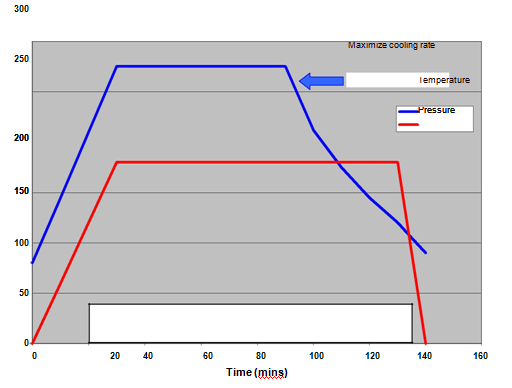
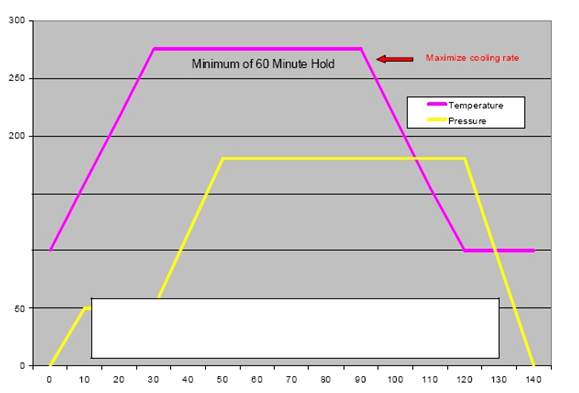
控制和跟踪高压的工艺过程是生产出高品质SuperSafeGlas材料夹层玻璃的重要因素。高压釜参数包括预压条件,保温时间,保温温度和冷却速度都会影响到最终夹层玻璃的光学和物理性能。高压釜中的夹层玻璃在预压前,在插架上玻璃之间的距离至少要19mm(夹层玻璃的间隔至少可以伸进去两个成人的手指 )不推荐使用金属棒或者木制间隔块,因为其会在冷却过程中影响玻璃间正常的空气流动。局部压力应该尽量减小,可以通过将压力分散到较大面积来实现,不可以直接把夹层玻璃靠在垂直堆放架上。图13是一幅堆放不适当的夹层玻璃的照片。

金属棒限制了空气流动,导致了每一片夹层玻璃的不均匀加热和冷却。不均匀受压之处(这是由于把夹层玻璃直接放置在堆放架上产生)会导致在加热过程中SuperSafeGlas材料产生不均匀的厚度。由于不同的厚度会导致该区域夹层玻璃的残余应力以及可能产生光畸变。图14是通过偏振镜头拍摄的照片,展示了有光学畸变的夹层玻璃(彩虹),这是由于在高压釜中,夹层玻璃不合适的堆放直接导致的。图15是正确堆放夹层玻璃的照片。夹层玻璃间的空间合理,不会影响空气流动,在垂直支撑处放置了衬垫物以分散压力。


对于不同的尺寸玻璃、加热、冷却速度和整体加工效率,不同高压釜具有很大的不同性。我们推荐的保温温度范围在132°C~135°C之间。高压釜保温时间必须足够长,这样才能保证夹层玻璃达到期望的温度和必需的时间,从而确保足够的粘结力。我们推荐最少的保持时间为1小时。如果未能保证足够保温保压时间,夹层玻璃虽然可以获得比较好的外观效果,但是粘结力会降低,这是由于玻璃和中间膜之间的结合不充分造成的。对于较厚的玻璃结构(>16mm)则需要更长的保温时间。为精确地测量保温时间与温度的关系,可采用嵌入式热电偶测温仪器置于夹层玻璃中进行测量。
最终产品的雾度同高压釜的冷却速度有直接的关系。冷却速度越快雾度越少。为了确保合适的冷却速率,建议如下的操作:1)使用合适尺寸的风扇,2)使用足量的冷却水以确保最大限度的热交换,3)在日常操作中使用足够功率的散热器。如果生产出雾度很高的夹层玻璃,可以通过再次进入高压釜过程,然后升温,并且快速冷却,来达到减少雾度的目的。
为了达到预期的强度或更高的抗回弹性能,可能需要2层或更多层Super Safe Glas材料叠合在一起夹在2层玻璃之间。真空袋工艺可以适合任意层数的胶片的多层夹层玻璃.而使用辊压工艺操作范围会相对比较狭窄.
对于两层SuperSafeGlas材料(厚度0.76毫米,0.89毫米)可以采用标准辊压方法容易地进行预压.在合片前需要将每片SuperSafeGlas材料用粘性滚筒将可能的灰尘等污染物清洁干净.同样地,可以通过调节辊压的线速度来确保良好的封边效果并且尾端无气泡夹入的问题产生.

如果操作正确,真空袋工艺可以非常好地制作超过两层以上的SuperSafeGlas材料叠合在一起的夹层玻璃,而且不会产生气泡等不良缺陷.对于更厚的或更多层的材料叠合在一起采用真空袋工艺同样需要注意以下的关键步骤:
使用粘结促进剂可以提高SuperSafeGlas材料与玻璃的粘结等级。在任何情况下,当与中间层材料接触的玻璃面为非锡面的话,则必须使用粘结促进剂。以下是应部分用户的要求,对于此应用可能存在的问题,粘结促进剂可由生产加工厂商自行配置(如下方法)也可采购预先配置的溶液,具体请与我司技术代表或销售经理联系。
该促进剂的有效成分是4-氨丙基三乙氧基硅烷.GE的Silquest A-1100和道康宁的Z6011含有以上成分.我们提供两种配方,第一种为标准配方,第二种为改良配方(利用更易得到的原料).两种配方参见后附的相应的表格.只需极少量的4-氨丙基三乙氧基硅烷就可获得较高的粘结性能.注意,如果采用第二种改良配方请确保异丙醇和白醋的纯度为高并且其不含有其他添加剂成分.由于该溶液是易燃的,请确保储存在隔绝热源以及避免明火区域.在备制该溶液前,请确认了解所有硅烷偶联剂,醋酸,异丙醇MSDS(材料安全数据表)中的推荐使用方法。溶液配置完成后需放置24小时后才使用,来确保硅烷偶联剂充分水解.建议存放在塑料或玻璃的密闭容器中,该溶液的保存期为4个月。
|
成分 |
重量% |
|
异丙醇 |
92.00% |
|
水 |
7.90% |
|
醋酸 |
0.01% |
|
4-氨丙基三乙氧基硅烷 |
0.09% |
|
总计 |
100.00% |
|
成分 |
重量% |
体积% |
|
异丙醇 |
89.92% |
91.91% |
|
水 |
8.47% |
6.80% |
|
白醋 |
1.50% |
1.19% |
|
4-氨丙基三乙氧基硅烷 |
0.11% |
0.90% |
|
总计 |
100.00% |
100.00% |
涂布粘结促进剂需要在保持洁净的合片室中进行,玻璃需要预先清洁,均匀地薄薄地涂抹即可.使用喷雾器喷撒,只可涂于玻璃表面,并且要确保后续用干布抹匀并且可以覆盖整个玻璃的表面,如果涂抹过厚的促进剂反而可能导致粘结力降低。 促进剂涂抹后可立即进行合片操作。该粘结促进剂可用于任何标准预压工艺(辊压,真空袋工艺等)
强烈推荐在生产大的,厚的以及钢化玻璃和多层次结构的玻璃或者有孔结构的夹层玻璃,采用真空袋工艺。可以大大提高成品率.对于有孔结构玻璃的真空袋工艺同普通无孔的真空袋工艺非常类似,只是需要增加有限的若干步骤即可.
对于有孔结构玻璃的真空袋工艺,建议孔内的SuperSafeGlas材料留到高压釜完成后再修除.可减少SuperSafeGlas材料在高压釜内流出-“吸出效应”.透气抽真空材料需要覆盖孔的上部和下部并且用胶带固定,来提高抽气的效果(参见图19)并且胶带可以防止透气材料被吸入孔内.高压釜完成后, SuperSafeGlas材料可以通过空心钻头和小刀去除。其他步骤同无孔的夹层玻璃的真空袋工艺相同。以下列出使用SuperSafeGlas材料制作有孔结构的夹层玻璃使用真空袋工艺的最优方法。

28. 根据夹层玻璃的尺寸,以及玻璃的扭曲以及 SuperSafeGlas材料的厚度,在裁切SuperSafeGlas材料时考虑多留5毫米的边伸出玻璃的长边与短边外,这样在高压釜阶段会减少胶片流入而导致“缺塑“的可能缺陷产生。
通常,SuperSafeGlas材料与彩釉或者金属涂层有非常好的结合力。可以和您当地的我司技术代表或销售经理沟通来获得最新的彩釉釉料或金属涂层材料的列表,由于没有测试过其粘结性能和兼容性能。不推荐使用不在该列表上的Low-e涂层或彩釉的釉料。
但是,如需使用,我们建议进行单独评估其粘结性能和兼容性能,如有可能陶瓷玻璃料应该和玻璃的锡面结合。如果,彩釉和玻璃的空气面结合并且没有达到100%全覆盖面。可能需要考虑使用粘结促进剂。无论使用或者没有使用粘结促进剂,预先测试该夹层产品的粘结性能和兼容性能是必需的。
建议进行日常的质量保证测试。测试至少需要包括,测量锤敲等级和光学性能,例如雾度和透光率。SuperSafeGlas材料的锤敲实验是在室温下进行的(通常是21 ºC)。图20展示了一系列的SuperSafeGlas料夹层玻璃锤敲实验照片,粘结力从低(1-2级)到优秀(8级)。

|
问题 |
潜在原因 |
解决方案 |
|
低粘结力 |
玻璃方向错误 |
改变成ATTA方向 |
|
低粘结力 |
膜片含水率过高 |
使用低含水率膜片,同时检查储存和操作方式 |
|
低粘结力 |
中间膜没有获得足够的温度和时间 |
检查高压釜的保温时间和温度。确保玻璃之间有足够的空间和良好的空气流动。如果需要,延长保温时间。内部放置热电偶以验证正确的操作条件。 |
|
低粘结力 |
不正确的锤敲实验 |
确保实验是在室温下进行的 |
|
空气陷入 |
封边过早 |
加快棍道速度或者降低炉温 |
|
空气陷入 |
由于速度过快产生的小面积无规律的空气陷入 |
降低辊道速度(也可能需要降低炉温) |
|
空气陷入 |
辊轮间隙过宽 |
辊轮间隙至少要比玻璃总厚度低2.5mm |
|
空气陷入 |
封边不够,高压釜空气吹入 |
降低辊道速度或者提升炉温 |
|
空气陷入 |
加热不均匀导致在中间膜一侧形成 |
调节炉内上下加热器温度,使其相等 |
|
空气陷入 |
气袋横向分布在玻璃板上,这是由于辊道波纹变形或玻璃弯曲太大 |
检查玻璃钢化过程;使弯曲玻璃匹配以削弱弯曲 |
|
彩虹 |
高压釜过程中产生的局部压力过大 |
消除夹层玻璃的不均匀压力,确保使用正确的玻璃分割衬垫物 |
|
高雾状 |
高压釜冷却速度太慢或不均匀 |
确保良好的空气流动,和冷却速度至少在3.3 °C/分钟 |

可以对玻璃夹胶工艺进行现场技术指导与服务

网络覆盖
东莞市群安塑胶实业有限公司

 客户服务
客户服务 客户服务
客户服务 18002750190
18002750190

